

 В корзину
В корзину Купить в 1 клик
Купить в 1 клик Сравнение
Сравнение В избранное
В избранное
























Артикул: МК 461260
Характеристики:
Производитель
Резка при 90°, мм
Ø530, 530х530
Мощность главного двигателя, кВт
5,5
Способ зажима заготовки
Гидравлические тиски с прижимом для пакетной резки
Max нагрузка на стол подачи, кг
3000
Max.сечение заготовки ☐ 90°, мм
530
Max.сечение заготовки Ø 90°, мм
530
Выполненные проекты
Поставка двухколонного ленточнопильного станка Stalex TBK-4228 на предприятие во Владимирской области

Поставка ленточнопильного станка MetMachine LSZ4040 в г. Барнаул

ЗАКАЗЧИК: Производство строительных металлических конструкций, изделий и их частей
ГОРОД: Барнаул
ДАТА: март 2026 Подробнее
ГОРОД: Барнаул
ДАТА: март 2026 Подробнее
Поставка ленточнопильных станков серии LSZ 1525, LS 3035

Поставка ленточнопильных станков LS 3035 и LSZ 1525 с комплектом расходников

ЗАКАЗЧИК: На предприятие по производству модульных котельных
ГОРОД: г. Барнаул, Алтайский край
ДАТА: 12.09.2025
Подробнее
ГОРОД: г. Барнаул, Алтайский край
ДАТА: 12.09.2025
Подробнее
Поставка ленточнопильного станка c гидроразгрузкой LSZ 2227

ЗАКАЗЧИК: На предприятие, занимающееся проектированием и производством инновационного оборудования и приспособлений для сельского хозяйства
ГОРОД: г. Барнаул, Алтайский край
ДАТА: 25.08.2025
Подробнее
ГОРОД: г. Барнаул, Алтайский край
ДАТА: 25.08.2025
Подробнее
 В корзину
В корзину
Характеристики
| Производитель | Metaltec | |
| Мощность главного двигателя, кВт | 5,5 | |
| Способ зажима заготовки | Гидравлические тиски с прижимом для пакетной резки | |
| Max нагрузка на стол подачи, кг | 3000 | |
| Высота тисков, мм | 270 | |
| Конструкция | Колонная | |
| Максимальная нагрузка на стол, кг | 5000 | |
| Максимальный вес заготовки, кг | 5000 | |
| Мощность двигателя, Вт | 5500 | |
| Мощность мотора гидравлики, кВт | 1,5 | |
| Мощность насоса гидравлического привода, кВт | 0,09 | |
| Пакетная резка | 530х210 | |
| Продвижение за один цикл подачи, мм | 400 * 999 повторений | |
| Точность подачи заготовки, мм | ±0.2 | |
| ЧПУ | Есть | |
| Параметры резки | ||
| Резка при 90°, мм | Ø530, 530х530 | |
| Max.сечение заготовки ☐ 90°, мм | 530 | |
| Max.сечение заготовки Ø 90°, мм | 530 | |
| Скорость резания, м/мин | 20 - 80 | |
| Резка под углом (Диапазон поворота пильной рамы) | 0 - 90° | |
| Полотно | ||
| Длина полотна, мм | 6350 | |
| Ширина полотна, мм | 41 | |
| Размеры полотна, мм | 1.3 х 41 х 6350 | |
| Габаритные размеры | ||
| Длина, мм | 3100 | |
| Ширина, мм | 2300 | |
| Высота, мм | 2000 | |
| Вес, кг | 4000 | |
Комплектация
- станок в сборе
- гидравлические тиски
- гидравлический прижим для пакетной резки
- датчик защиты открытия рамы
- датчики защиты открытия крышки рамы
- датчик защиты от разрыва полотна
- гидравлическое натяжение полотна
- ленточное полотно (1 шт.)
- валок для продвижения больших заготовок
- вариатор скорости вращения полотна
- приводная щетка очистки полотна
- опорный рольганг для работы с большими заготовками
- лампа освещения
- ящик с инструментом
- инструкция по эксплуатации
Описание товара
НАЗНАЧЕНИЕ:
Ленточнопильный автоматический станок MetalTec - предназначен для резки заготовок из металлов: цветных, никелевых, титановых, а также высоколегированных и конструкционных сталей.
Конструктивное устройство станка, классическое для данного типа оборудования: в качестве базы используется станина, а в качестве режущего модуля - пильная рама. Пильная рама симметрично базируется на двух колоннах высокой стабильности, которые обеспечивают точное и плавное перемещение режущего модуля в процессе обработки.
На данном станке осуществляется обработка в автоматическом режиме. В автоматическом режиме – станок самостоятельно осуществляет весь цикл резки: фиксация заготовки, опускание рамы, процесс резки, остановка пильного полотна, поднятие рамы, разжатие основных тисков, и продвижение заготовки.
Непосредственно процесс резки осуществляется пильным полотном (ленточная пила), которая сварена в кольцо и установлена на пильной раме, методом натяжения на шкивы. Привод осуществляется одним шкивом, что является типовым для данного вида оборудования.
ОБЛАСТЬ ПРИМЕНЕНИЯ:
Возможность резки различных заготовок: труб, профилей и т.д. - делает станок широко применимым как на мелких производствах и мастерских, так и серийно обработать большинство материалов.
СХЕМЫ ОБРАБОТКИ:
| СТАЛЬНЫЕ ТРУБЫ | ПРОКАТ РАЗЛИЧНОЙ ФОРМЫ | СТАЛЬНОЙ ПРУТОК |

|

|
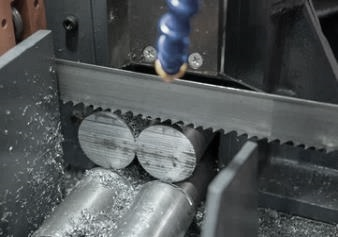
|
ОТЛИЧИТЕЛЬНЫЕ ОСОБЕННОСТИ:
- Высокотехнологичные направляющие пильного полотна повышенной жесткости, позволяют продлить срок службы пильного полотна и повысить качество обработки детали;
- Сбалансированная пильная рама, обеспечивает надежный и стабильный процесс резки;
- Плавный и точный подъем / опускание пильной рамы - благодаря 2 колонной конструкции;
- Тиски с гидравлическим зажимом, оптимально удобны для фиксации заготовок разных размеров;
- Автоматическая остановка пильного полотна и поднятие пильной рамы после окончания резки;
- Точная настройка пильного полотна, позволяет устранить люфт и обеспечить точный и безопасный процесс резки. Для достижения наилучшего качества и скорости резки, скорость подачи можно плавно отрегулировать;
- Точная и плавная настройки скорости движения пильного полотна, позволяет оптимально продлить ресурс прочности пильного полотна, и обеспечивает наилучший процесс резки.
- Автоматическое продвижение заготовок и подача их в зону резки, позволяет с высокой точностью ± 0,2 мм выполнять повторение предыдущего цикла пиления.
ПРЕИМУЩЕСТВА:
- Автоматическое опускание и подъем пильной рамы - позволяет повысить производительность, качество резки и безопасность при работе.
- Высокая точность обработки благодаря управляемым направляющим с подшипниками - позволяет получить более качественный рез в сравнении с аналогами других производителей.
- Экономия материала при обработке, за счет малой ширины резки - позволяет экономить материал, а также производить точный распил за счет минимальной вибрации ленточного полотна.
- Возможность резки под разными углами – от 90° до 45° - позволяет производить резку под разными углами, для последующей сварки конструкций.
- Пакетная резка, и резка нескольких заготовок одновременно - позволяет экономить время на обработку, распиливая несколько заготовок за одну установку.
- Возможность резки различных заготовок: труб, профилей и т.д. - делает станок широко применимым как на мелких производствах и мастерских, так и серийно обработать большинство материалов.
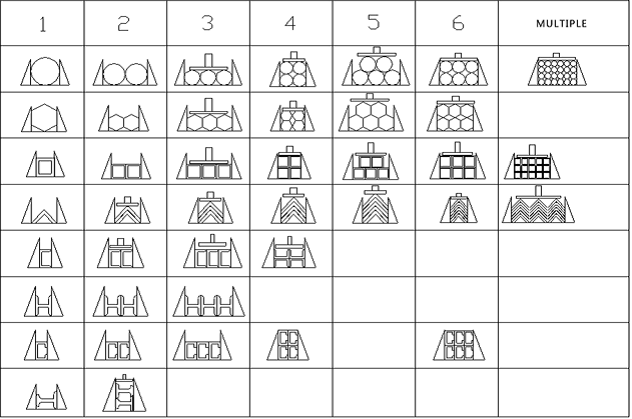
ПРИНЦИПЫ УКЛАДКИ ЗАГОТОВОК ДЛЯ ЗАЖИМА:
Для обеспечения стабильности положения заготовок при пилении, следуйте общим правилам укладки заготовок для зажима в тисках. Основные принципы и примеры укладки, в зависимости от формы поперечного сечения заготовки и количества укладываемых заготовок представлены на следующей диаграмме.
Неправильное крепление и сохранение подвижности может привести к смещению заготовки в процессе пиления и повреждению пильного инструмента.
Конструктивные особенности

|
НАПРАВЛЯЮЩИЕ ПИЛЬНОГО ПОЛОТНА
Точное направление полотна с сохранением точности распила, осуществляется благодаря направляющим с двух сторон (выхода и входа полотна). Плавность и стабильность хода достигается благодаря подшипникам. Жесткие направляющие позволяют надежно подавать ленточное полотно, избегая вибрации. |

|
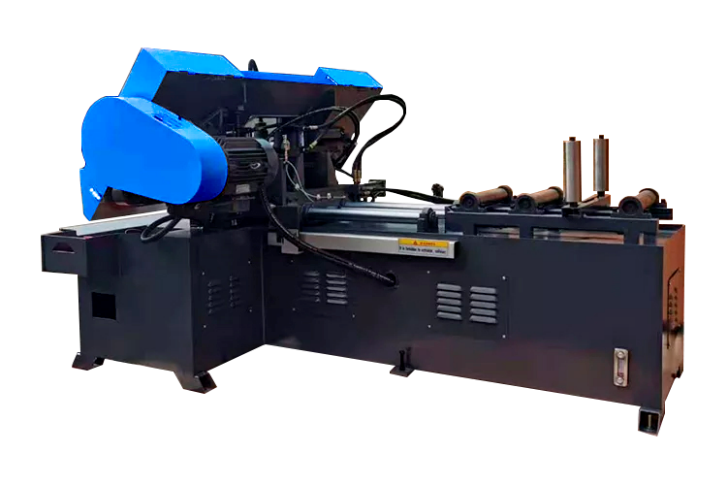
КОЛОННЫЙ ТИП СТАНКА
Пильный модуль перемещается по двум массивным колоннам. Данный способ установки пильного модуля обеспечивает в отличии от маятникового типа – точность и параллельность перемещения пильного модуля, плавность хода и жесткость подачи. Массивная жесткая станина превосходно справляется с вибрациями в процессе резки, чем продлевает ресурс инструмента и сохраняет точность обработки. |
|
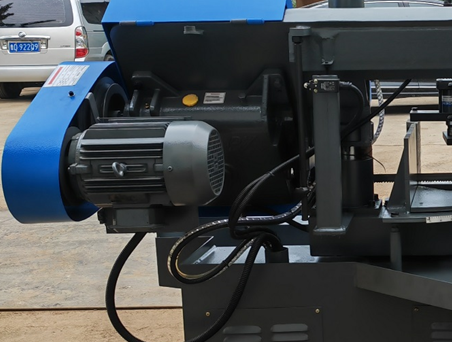
ГЛАВНЫЙ ДВИГАТЕЛЬ
Мощный промышленный двигатель обеспечивает стабильную работу и производительность. На станки устанавливаются двигатели мощностью 3 и 4 кВт. |

|
ПАНЕЛЬ ОПЕРАТОРА
Эргономичная панель оператора позволяет беспрепятственно управлять рабочими узлами станка:
|

|
ГИДРАВЛИЧЕСКИЕ ТИСКИ
Станок оснащен надежными гидравлическими тисками для надежной фиксации заготовки. Зажим и разжатие гидравлических тисков осуществляется в автоматическом режиме при начале и остановке цикла. |

|
РЕГУЛИРОВКА СКОРОСТИ ПИЛЕНИЯ
Бесступенчатая регулировка скорости – 20 - 80 м/мин. |
|
АВТОМАТИЧЕСКАЯ ПОДАЧА
Т – образная конструкция станка включает автоматический рольганг для базирования и продвижения заготовок в зону пиления. Максимальное продвижение за один раз – 400 мм. Рольганг оснащен ограничительными и поддерживающими роликами для надежного и перпендикулярного базирования длинных заготовок, а также для плавной подачи. |

|
ГИДРАВЛИЧЕСКИЙ ПРИЖИМ ДЛЯ ПАКЕТНОЙ РЕЗКИ
Станок оснащен гидравлическим прижимом для пакетной резки, позволяющим надежно фиксировать несколько заготовок для получения точного и качественного реза. |
Похожие товары (2)
В наличии
Акция

BS 600 CH
1 458 254 руб
Подробнее
Резка при 90°, мм : Ø600, 600х600
Мощность главного двигателя, кВт : 5,5
Размеры полотна, мм : 1.6 x 54 x 6630
1 249 932 руб Мощность главного двигателя, кВт : 5,5
Размеры полотна, мм : 1.6 x 54 x 6630
В наличии

BS 600 CA
Подробнее
Резка при 90°, мм : Ø600, 600х600
Мощность главного двигателя, кВт : 5,5
Размеры полотна, мм : 1.6 x 54 x 6630
2 270 710 руб Мощность главного двигателя, кВт : 5,5
Размеры полотна, мм : 1.6 x 54 x 6630
MBS 530 CА

















")





")







|
Copyright 2005-2026 © Stanki-JET.ru Наш адрес: Посмотреть на карте Политика конфиденциальности |
Email: zakaz@stanki-jet.ru
|



