

 В корзину
В корзину Купить в 1 клик
Купить в 1 клик Сравнение
Сравнение В избранное
В избранное


























Артикул: МК 431347
Характеристики:
Производитель
Система ЧПУ
MT-15
Мощность главного двигателя, кВт
11,0
Усилие, тонн
170
Расстояние между колоннами, мм
2655
Глубина зева, мм
400
Количество осей
4+1
Выполненные проекты
Поставка и запуск листогибочного пресса SBPA-6325NС на предприятие в городе Барнаул

Поставка и запуск гидравлического листогибочного пресса DURMA AD-R 25100

ЗАКАЗЧИК: На производство по обработке металлических изделий и конструкций
ГОРОД: г. Барнаул, Алтайский край
ДАТА: 20.05.2024
Подробнее
ГОРОД: г. Барнаул, Алтайский край
ДАТА: 20.05.2024
Подробнее
Поставка и запуск листогибочного пресса MetMachine SBPA-6325N

ЗАКАЗЧИК: Для компании по производству строительных металлических конструкций
ГОРОД: Бийск, Алтайский край
ДАТА: 27.02.2024
Подробнее
ГОРОД: Бийск, Алтайский край
ДАТА: 27.02.2024
Подробнее
 В корзину
В корзину
Видео
Характеристики
| Производитель | Metaltec | |
| Система ЧПУ | MT-15 | |
| Мощность главного двигателя, кВт | 11,0 | |
| Усилие, тонн | 170 | |
| Расстояние между колоннами, мм | 2655 | |
| Глубина зева, мм | 400 | |
| Количество осей | 4+1 | |
| Максимальное раскрытие, мм | 475 | |
| Обороты, RPM | 1440 | |
| Рабочая длина, мм | 3100 | |
| Рабочая скорость, м/мин | 14 | |
| Скорость возврата, м/мин | 140 | |
| Скорость подвода, м/мин | 160 | |
| Ход заднего упора, мм | 600 | |
| Ход пуансона, мм | 200 | |
| Параметры гиба | ||
| Макс. длина гиба, мм | 3100 | |
| Габаритные размеры | ||
| Длина, мм | 3300 | |
| Ширина, мм | 1700 | |
| Высота, мм | 2500 | |
| Вес, кг | 9400 | |
Комплектация
- СИСТЕМА УПРАВЛЕНИЯ MT-15
- НАСОС ГИДРАВЛИЧЕСКОЙ СИСТЕМЫ SUNNY (США)
- ОПТИЧЕСКИЕ ЛИНЕЙКИ СИНХРОНИЗАЦИИ GIVI MISURE (Италия) PREMIUM
- КЛАПАНЫ ГИДРАВЛИЧЕСКОЙ СИСТЕМЫ BOSCH-Rexroth (Германия)
- УПЛОНИТЕЛЬНЫЕ КОЛЬЦА PARKER (США) / или аналог
- ФИТИНГИ ГИДРАВЛИЧЕСКИХ ТРУБОК EMB (Германия) / или аналог
- ШАРИКОВИНТОВЫЕ ПАРЫ И ЛИНЕЙНЫЕ НАПРАВЛЯЮЩИЕ HIWIN (Тайвань)
- ГЛАВНЫЙ ДВИГАТЕЛЬ Siemens (Siemens Beide Standard Motors Ltd. (SSML))
- ЭЛЕКТРОКОМПОНЕНТЫ SCHNEIDER (Франция)
- БЫСТРАЯ СМЕНА ИНСТРУМЕНТА тип PROMECAM (Европа / Япония)
- ГИДРОЦИЛИНДРЫ 2 шт.
- КОМПЕНСАЦИЯ ПРОГИБА Электромеханическая (Автоматическая)
- ПУЛЬТ НОЖНОГО ПРИВОДА (ПЕДАЛЬ) KACON (Ю. Корея)
Описание товара
НАЗНАЧЕНИЕ:
Гидравлический листогибочный пресс MetalTec HBС предназначен для гибки листового металла. Операция гибки может выполняться по всей рабочей длине, либо сегментно.
ОБЛАСТЬ ПРИМЕНЕНИЯ:
Применяется при производстве различных изделий из листовой стали. Практически любая отрасль машиностроения и металлообработки: машиностроение, судостроение, аэрокосмическая отрасль, производство мебели для лабораторий, медицинская техника и мебель, а также многие другие:
- детали кузова машин;
- воздуховоды и системы вентиляции;
- элементы напольных покрытий, лестницы, двери и лифтовые кабины;
- корпуса электрошкафов и аналогичных устройств;
- кожуха и короба, для практически любого вида оборудования и машин;
- устройства и приборы бытового назначения;
- декоративные изделия;
- и т.д.
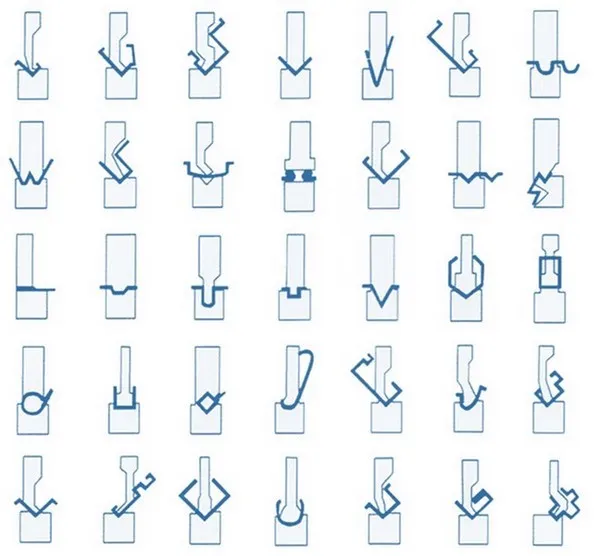
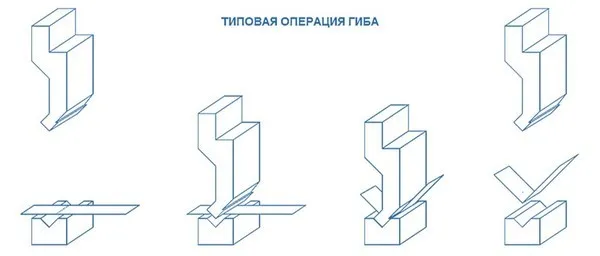
СХЕМЫ ОБРАБОТКИ:
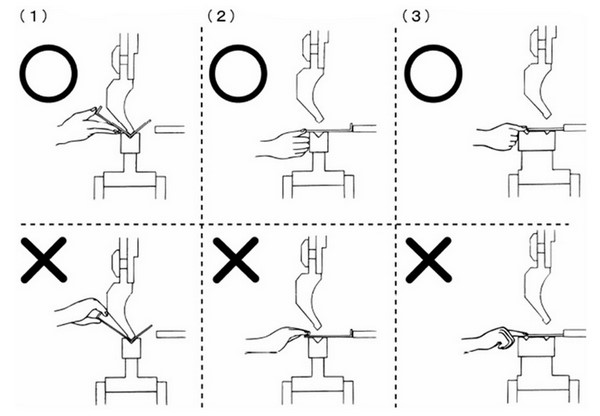
МЕРЫ БЕЗОПАСНОСТИ ПРИ РАБОТЕ:

РАССЧЕТ УСИЛИЯ НА ДЛИНУ ГИБА ЗАГОТОВКИ - 1 МЕТР:
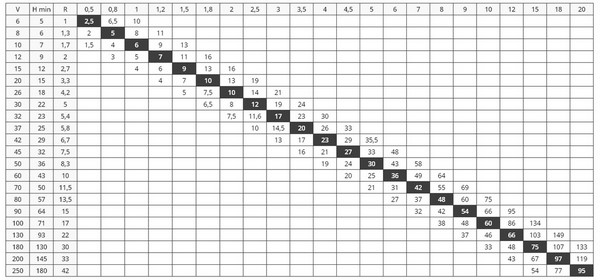
|
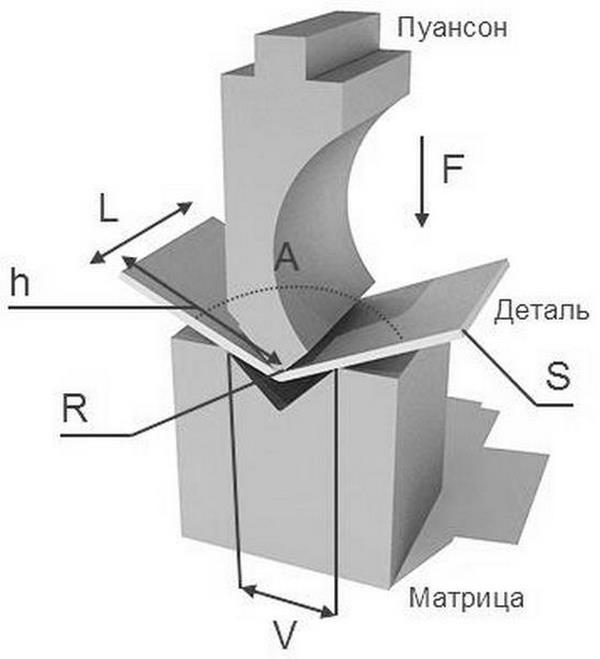
F (усилие, тоннаж), тонн - общее необходимое усилие для осуществления гиба; S (толщина), мм - толщина материала (листа) для гибки; V (открытие), мм - открытие матрицы; h (длина полки), мм - минимальная необходимая длина для прямой остаточной полки детали после гибки; L (длина гибки), мм - основная длина гибки детали (параллельна ширине листогибочного пресса); R (радиус), мм - внутренний радиус гиба; TS (предел прочности) - предел прочности материала детали для гибки. F = (1,42 x TS x S2 x L) / 1000 x V R = (5 x V) / 32 |
Конструктивные особенности
|
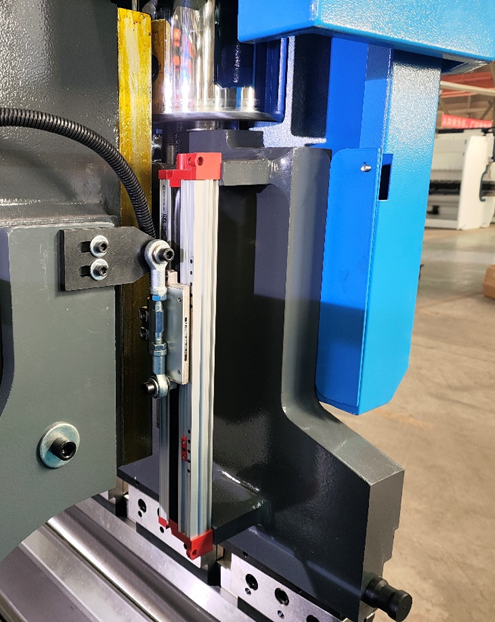
ОПТИЧЕСКИЕ ЛИНЕЙКИ GIVI MISURE (Италия) PREMIUM
Прецизионные оптические линейки GIVI MISURE (Италия), измерения положения верхней балки и синхронизации ее работы. Точность позиционирования до ± 0,005 мм. (ОСИ Y1 + Y2). |

|
ПРОМЫШЛЕННАЯ СИСТЕМА УПРАВЛЕНИЯ С ЧПУ MT-15
Управление 4 осями Y1-Y2-X-R + ось компенсации прогиба.
|

|
БЫСТРОСМЕННЫЙ ИНСТРУМЕНТ Станок оснащен быстросменной системой фиксации инструмента тип - PROMECAM. Наиболее подходит при гибке небольших заготовок сложной формы, с одновременной установкой нескольких разных сегментов пуансонов. |
|
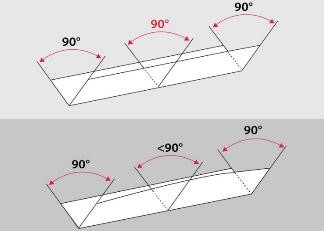
КОМПЕНСАЦИЯ ПРОГИБА (МОТОРИЗИРОВАННАЯ)
Система компенсации прогиба (Бомбирование) – механизм компенсирующий прогиб балки, а в следствии и нарушения угла гиба заготовки. Прогиб появляется в момент давления балки на лист, усилием развиваемым гидравлическими цилиндрами.
Необходимость применения систем компенсации прогиба важна, учитывая, что гибочные балки зафиксированы к станине по краям, и в процессе гиба, испытывают упругую деформацию в центральной части. В этом случае длинные детали сгибаются неравномерно. Посередине угол гиба получается меньше, чем по краям. На листогибочном гидравлическом прессе MetalTec, установлена электромеханическая система компенсации прогиба, позволяющая предотвратить или частично/полностью компенсировать прогиб балки, тем самым получить качественный гиб с постоянным углом по всей длине. |
|
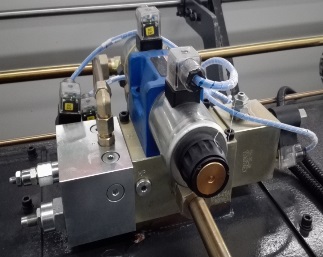
ГИДРАВЛИЧЕСКАЯ СИСТЕМА BOSCH-REXROTH (ГЕРМАНИЯ) Гидравлическая система от Bosch-Rexroth (Германия). Полная серво гидравлическая синхронизация. |
|
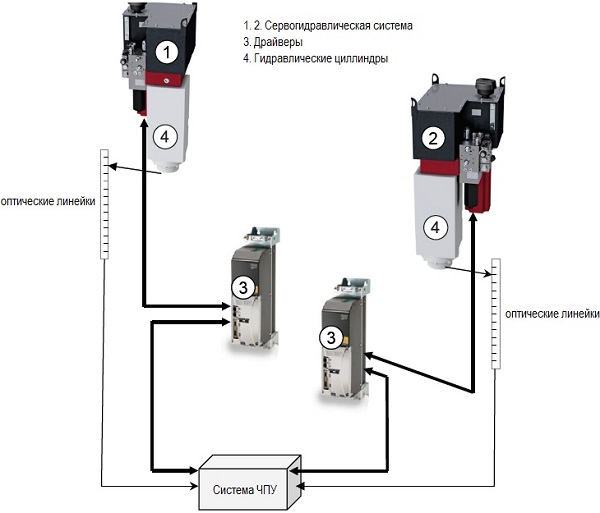
СИНХРОНИЗАЦИЯ ЧПУ Максимальная точность изгиба и повторяемость достигается благодаря постоянному контролю и корректировке параллельности балок с помощью системы ЧПУ и сервогидравлической системе синхронизации работы циллиндров (ЧПУ + сервогидравлическая система + оптические линейки и энкодеры). |

|
ГЛАВНЫЙ ДВИГАТЕЛЬ SIEMENS (ГЕРМАНИЯ) Серия SIEMENS BEIDE - это высокоэффективный двигатель, изготовленный SIEMENS ltd в соответствии со стандартом IEC & GB на дочернем предприятии Siemens Standard Motors Ltd. (SSML). |

|
ГИДРАВЛИЧЕСКАЯ ПОМПА SUNNY (США)
Обеспечивает надёжную работу гидравлической системы, за счет высоких эксплуатационных показателей и признанной мировыми производителями надежности. |
|
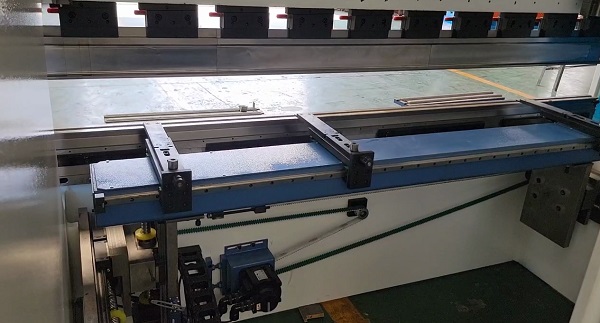
ВЫСОКОТОЧНЫЕ ЗАДНИЕ УПОРЫ
Высокоточные задние упоры, работающие от серводвигателей и синхронизированные главным контроллером с ЧПУ, позволяют сократить время настройки и воспроизведения сохраненных программ гибки за счет высокой скорости и точности работы. Точность перемещения упоров 0,01 мм.
Задние упоры поддерживают работу в осях:
Ось X - перемещение упоров от / к оператору Ось R - перемещение упоров вниз / вверх. |
Инструкции
![Инструкция [Файлы]](/local/templates/dresscode/images/filePdf.png)
РЭ HBС_MT15 утв. 21.02.2024.pdf
Инструкция , 3.96 МБ
Похожие товары (4)
Акция

HBC 135/3200
4 281 017 руб
Подробнее
Система ЧПУ : ESA 630S (Италия)
Усилие, тонн : 135
Расстояние между колоннами, мм : 2600
Максимальное раскрытие, мм : 465
3 749 796 руб Усилие, тонн : 135
Расстояние между колоннами, мм : 2600
Максимальное раскрытие, мм : 465
Акция

HBС 135/3200 МТ-15
3 801 877 руб
Подробнее
Система ЧПУ : MT-15
Усилие, тонн : 135
Расстояние между колоннами, мм : 2655
Максимальное раскрытие, мм : 455
2 864 428 руб Усилие, тонн : 135
Расстояние между колоннами, мм : 2655
Максимальное раскрытие, мм : 455

HBC 250/3200
Система ЧПУ : Delem DA53T
Усилие, тонн : 250
Расстояние между колоннами, мм : 2700
Максимальное раскрытие, мм : 420
Цена по запросуУсилие, тонн : 250
Расстояние между колоннами, мм : 2700
Максимальное раскрытие, мм : 420
 Запросить цену
Запросить ценуВ наличии
Акция

HBC 170/3200
4 822 654 руб
Подробнее
Система ЧПУ : ESA 630S (Италия)
Усилие, тонн : 170
Расстояние между колоннами, мм : 2600
Максимальное раскрытие, мм : 465
3 958 118 руб Усилие, тонн : 170
Расстояние между колоннами, мм : 2600
Максимальное раскрытие, мм : 465
HBС 170/3200 МТ-15

















")





")







|
Copyright 2005-2026 © Stanki-JET.ru Наш адрес: Посмотреть на карте Политика конфиденциальности |
Email: zakaz@stanki-jet.ru
|



